









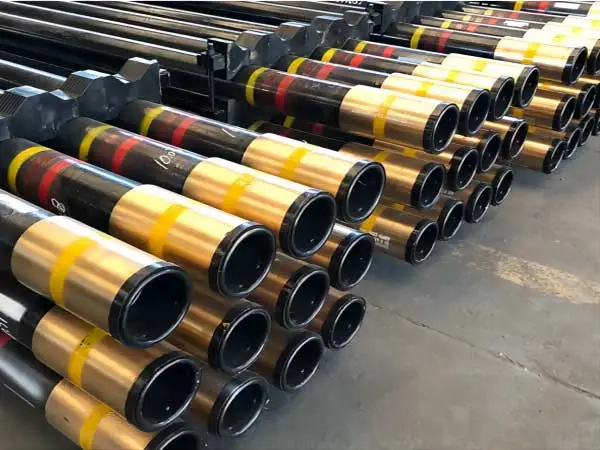




United steel, como el fabricante y exportador de tubos de acero más importante de china, ha completado más de 100 proyectos en los últimos 20 años, tiene socios en más de 100 países y ha establecido relaciones comerciales con compañías de petróleo y gas y compañías EPC en muchos países.
Más información sobre el precio del producto, el catálogo y el certificado de inspección del molino,
Consulta: correo electrónico: Email:Sales@usisteels.com





