





 te de instalación de tuberías Introducción
te de instalación de tuberías Introducción
|
Tipo de camiseta |
T igual/desigual, T cruzada, T hembra, T corta, T forjada |
|
Material
|
Acero al carbono --- ASTM A234 WPB/WPC, ANSI B 16.9, ASTM A105/A106/A53, API 5L GR.B/A671-CC-70/A515-50/A135-A/A179-C |
|
Acero inoxidable --- ASTM 403 304/304L,316/316L,316Ti,321,317L,310S |
|
|
Aleación de acero --- ASTM A234 WP1/5/9/11/12/22/91 |
|
|
Especificación
|
NPS de 1/2'' a 36'', DN de 15 a 900, |
|
PESO 2-80 mm, SCH 40/80/XXS |
|
|
Superficie |
Aceitado Ligero, Pintura Negra |
|
Embalaje |
Embalado en cabinas de madera/bandeja de madera |
 Tipos de camisetas de tubería :
Tipos de camisetas de tubería :
Según el tipo de conexiones finales, las tes se clasifican de la siguiente manera: te soldada a encaje, te roscada, te soldada a tope, te con bridas .
Conector en T soldado :
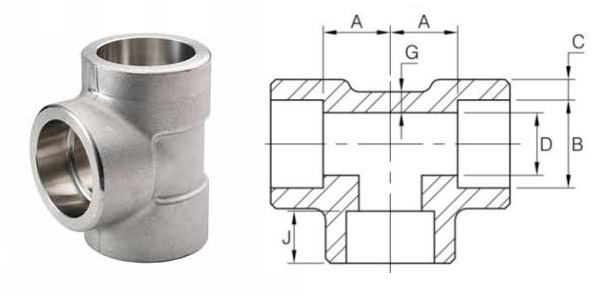
T de tubo de soldadura a encaje
Estas camisetas en T generalmente se forjan y se utilizan hasta un tamaño de ejecución de 2 "en servicios para conexiones soldadas por encastre, el estándar de las tees de acero con soldadura por encastre es ASME B16.11, los estándares de materiales, incluida la clasificación, son los mismos que los requisitos de otros accesorios de tubería soldada por encastre.
Camiseta roscada :
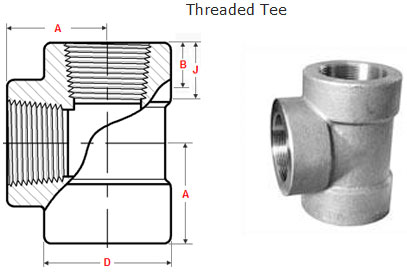
T-tubo-roscado
Las camisetas roscadas están en el mismo estándar ASME B16.11, los extremos son de tipo roscado, otras dimensiones, clasificación y materiales son los mismos que las camisetas soldadas por enchufe.
T de tubería de soldadura a tope :
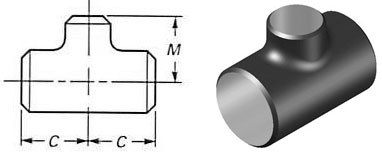
T de tubo de soldadura a tope
El estándar dimensional para las conexiones en T para soldadura a tope es ASME/ANSI B16.9, están disponibles desde 1/2″ hasta 48″, incluidas la conexión en T igual y la reducción en T.
Las tes reductoras están disponibles con ramificaciones de hasta un tamaño más bajo que la mitad del tamaño de la tubería. ″× 2 1/2″.
La clasificación de temperatura de presión aplicable y los estándares de materiales son los mismos que para otros accesorios de tubería de soldadura a tope. Las tes de soldadura a tope generalmente se usan para tamaños de 1/2 ″ a 48 ″.
Camiseta de tubo con brida :
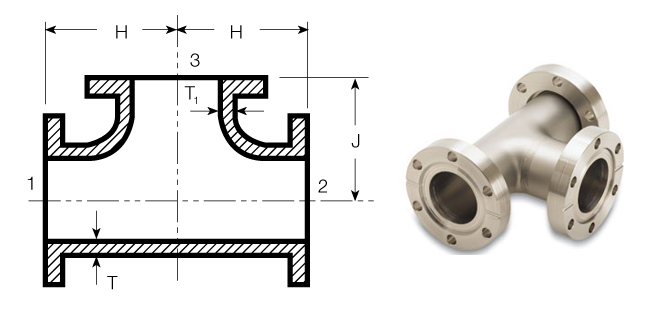
T-tubería con brida
Estas camisetas en T se utilizan en las conexiones de extremos con bridas en tuberías de presión normales de gran diámetro. Por lo general, se trata de una T para tubería de soldadura a tope con tres bridas soldadas. ASME B 31.3 (Apéndice D) proporciona una fórmula para calcular la información como referencia.
Características de las camisetas de tubería:
Hay tres aberturas hembra en una T de tubería en forma de T.
Hay tees de tubería recta que tienen aberturas del mismo tamaño.
Las T de tubería reductora tienen una abertura de diferente tamaño y dos aberturas del mismo tamaño.
Hay conexiones en T para tuberías sanitarias que se utilizan en líneas de desagüe. Este tipo de tees de tubería tienen una rama curva que está diseñada para un tapón de limpieza. Se utilizan para evitar la obstrucción de los residuos.
Una T de tubería cruzada tiene cuatro aberturas hembra de igual tamaño.
Una T de tubería de ala tiene orejetas para sujetar el accesorio a una pared o montante.
Una T de tubería de compresión utiliza accesorios de compresión en dos o más extremos.
Una T de tubería de prueba tiene una abertura roscada. Esta abertura se usa junto con un tapón roscado para una abertura de limpieza en una tubería de drenaje.
Aplicaciones de los tubos en T :
los tubos en T se utilizan ampliamente en diversas aplicaciones comerciales e industriales. Las aplicaciones industriales incluyen:
Procesamiento químico
Petróleo
Papel de pulpa
Refinación
Textil
Tratamiento de desechos
Marina
Utilidades/generación de energía
Equipo industrial
Automotor
Industrias de compresión y distribución de gas
Las T para tuberías también se recomiendan para sistemas de energía de fluidos de plantas industriales.
|
Estándar |
Especificación |
|
ASTM A234 |
Especificación estándar para accesorios de tubería de acero al carbono forjado y acero aleado para servicio de temperatura moderada y alta |
|
ASTM A420 |
Especificación estándar para accesorios de tubería de acero al carbono forjado y acero aleado para servicio a baja temperatura |
|
ASTM A234 WPB |
ASTM A234 es una especificación estándar para accesorios de tubería de acero que incluye material de acero aleado y al carbono para servicios de temperatura moderada y alta. WPB es uno de los grados de acero en este estándar |
|
ASME B16.9 |
El estándar ASME B16.9 cubre las dimensiones generales, las tolerancias, los valores nominales, las pruebas y las marcas para los accesorios de soldadura a tope forjados fabricados en fábrica en tamaños NPS 1⁄2 a NPS 48 (DN 15 a DN 1200). |
|
ASME B16.28 |
El estándar ASME B16.28 cubre clasificaciones, dimensiones generales, pruebas, tolerancias y marcas para codos y retornos de radio corto para soldadura a tope de acero forjado al carbono y aleado. |
|
MSS SP-97 |
La práctica estándar MSS SP-97 cubre las dimensiones esenciales, el acabado, las tolerancias, las pruebas, el marcado, el material y los requisitos mínimos de resistencia para los accesorios de salida de derivación forjados integralmente reforzados a 90 grados de soldadura a tope, soldadura por encastre y tipos roscados. |
|
ASTM A403 |
Especificación estándar para accesorios de tubería de acero inoxidable austenítico forjado. |

 Prueba hidrotest
Prueba hidrotest
Prueba hidrostática No se requiere para accesorios de tubería a menos que el comprador lo solicite específicamente.
El código exige que los accesorios puedan soportar la presión requerida por el código de tuberías aplicable.
La mayoría de los compradores exigen que se use una tubería probada hidráulicamente para fabricar accesorios.
Examen de prueba
Para calificar el diseño del accesorio de tubería, el fabricante realizó varias pruebas, incluida una prueba de estallido, para garantizar que el diseño cumpliera con todos los requisitos estándar y del código. En esta prueba, se sueldan tuberías y accesorios y se prepara un carrete de tubería ficticio.
Este carrete de tubería luego se presuriza para predefinir la presión de prueba de estallido calculada. Si los accesorios resisten la prueba, todos los productos futuros fabricados con ese diseño se considerarán seguros de usar.
Los extremos de las uniones traslapadas están exentos de la prueba de comprobación porque se utilizan con ensamblaje de bridas y el diseño tiene en cuenta las clasificaciones de presión y temperatura aplicables.
Pruebas no destructivas
Según el tipo de accesorios, cualquiera de las siguientes pruebas no destructivas se realiza en accesorios terminados para garantizar la solidez del producto.
Ultrasónico
Radiografía (Solo para Soldadura)
Prueba de partículas magnéticas
Prueba de líquidos penetrantes
e identificación positiva del material
Pruebas destructivas
Se realizan Ensayos Destructivos para comprobar la resistencia del cuerpo y soldadura del producto.
La prueba de prueba también se conoce como prueba de tipo o prueba de explosión.
Ensayo de tracción
Prueba de impacto / Prueba Charpy V-Notch
Examen de dureza
Pruebas metalúrgicas
Se realizan pruebas metalúrgicas en el cuerpo y la soldadura de los accesorios para confirmar los requisitos estándar.
Micro análisis o análisis químico de
Materia prima
Producto
Soldar
Análisis macro
Soldar
Pruebas Especiales
Se llevan a cabo pruebas especiales en los accesorios para confirmar su capacidad para soportar ambientes corrosivos. Estas pruebas son
IGC- Prueba de corrosión intergranular (SS)
Ferrita (SS)
HIC- Agrietamiento inducido por hidrógeno
Y SSC- Agrietamiento por corrosión bajo tensión de sulfuro
Se verifica el tamaño de grano (AS y SS) del material para confirmar la microestructura




|
TAMAÑO NOMINAL DE TUBERÍA NPS |
TOLERANCIAS DE ANGULARIDAD |
TOLERANCIAS DE ANGULARIDAD |
|
Tamaño |
Fuera de ángulo Q |
Fuera del plano P |
|
½ a 4 |
0.03 |
0.06 |
|
5 a 8 |
0.06 |
0.12 |
|
10 a 12 |
0.09 |
0.19 |
|
14 a 16 |
0.09 |
0.25 |
|
18 a 24 |
0.12 |
0.38 |
|
26 a 30 |
0.19 |
0.38 |
|
32 a 42 |
0.19 |
0.5 |
|
44 a 48 |
0.18 |
0.75 |
Todas las dimensiones se dan en pulgadas. Las tolerancias son iguales más y menos excepto cuando se indique.
La falta de redondez es la suma de los valores absolutos de tolerancia positiva y negativa.
Es posible que esta tolerancia no se aplique en áreas localizadas de accesorios formados donde se requiere un mayor espesor de pared para cumplir con los requisitos de diseño de ASME B16.9.
El comprador debe especificar el diámetro interior y los espesores de pared nominales en los extremos.
A menos que el comprador especifique lo contrario, estas tolerancias se aplican al diámetro interior nominal, que es igual a la diferencia entre el diámetro exterior nominal y el doble del espesor de pared nominal.
Composición química (%) de ASTM A234/A234M
|
Calificación |
Tipo |
C |
Si |
S |
PAG |
Minnesota |
cr |
Ni |
Mes |
Otro |
transmisión exterior |
os |
δ5 |
|
WPB |
0.3 |
0.1min |
0.058 |
0.05 |
0,29-1,06 |
0.4 |
0.4 |
0.15 |
V:0.06;Nb:0.02 |
415-585 |
240 |
22 |
197 |
|
WPC |
0.35 |
0.1min |
0.058 |
0.05 |
0,29-1,06 |
0.4 |
0.4 |
0.15 |
V:0.06;Nb:0.02 |
485-655 |
275 |
22 |
197 |
|
WP1 |
0.28 |
0.1-0.5 |
0.045 |
0.045 |
0.3-0.9 |
|
|
0,44-0,65 |
|
380-550 |
205 |
22 |
197 |
|
WP12 CL1 |
0.05-0.2 |
0.6 |
0.045 |
0.045 |
0.3-0.8 |
0,8-1,25 |
|
0,44-0,65 |
|
415-585 |
220 |
22 |
197 |
|
WP12 CL2 |
0.05-0.2 |
0.6 |
0.045 |
0.045 |
0.3-0.8 |
0,8-1,25 |
|
0,44-0,65 |
|
485-655 |
275 |
22 |
197 |
|
WP11 CL1 |
0,05-0,15 |
0.5-1 |
0.03 |
0.03 |
0.3-0.6 |
1-1.5 |
|
0,44-0,65 |
|
415-585 |
205 |
22 |
197 |
|
WP11 CL2 |
0.05-0.2 |
0.5-1 |
0.04 |
0.04 |
0.3-0.8 |
1-1.5 |
|
0,44-0,65 |
|
485-655 |
275 |
22 |
197 |
|
WP11 CL3 |
0.05-0.2 |
0.5-1 |
0.04 |
0.04 |
0.3-0.8 |
1-1.5 |
|
0,44-0,65 |
|
520-690 |
310 |
22 |
197 |
|
WP22 CL1 |
0,05-0,15 |
0.5 |
0.04 |
0.04 |
0.3-0.6 |
1.9-2.6 |
|
0,87-1,13 |
|
415-585 |
205 |
22 |
197 |
|
WP22 CL3 |
0,05-0,15 |
0.5 |
0.04 |
0.04 |
0.3-0.6 |
1.9-2.6 |
|
0,87-1,13 |
|
520-690 |
310 |
22 |
197 |
|
WP5 CL1 |
0.15 |
0.5 |
0.03 |
0.04 |
0.3-0.6 |
4-6 |
|
0,44-0,65 |
|
415-585 |
205 |
22 |
217 |
|
WP5 CL3 |
0.15 |
0.5 |
0.03 |
0.04 |
0.3-0.6 |
4-6 |
|
0,44-0,65 |
|
520-690 |
310 |
22 |
217 |
|
WP9 CL1 |
0.15 |
1 |
0.03 |
0.03 |
0.3-0.6 |
8-10 |
|
0.9-1.1 |
|
415-585 |
205 |
22 |
217 |
|
WP9 CL3 |
0.15 |
1 |
0.03 |
0.03 |
0.3-0.6 |
8-10 |
|
0.9-1.1 |
|
520-690 |
310 |
22 |
217 |
|
WPR |
0.2 |
|
0.05 |
0.045 |
0.4-1.06 |
|
1.6-2.24 |
|
|
435-605 |
315 |
22/28 |
217 |
|
WP91 |
0,08-0,12 |
0.2-0.5 |
0.01 |
0.02 |
0.3-0.6 |
8-9.5 |
0.4 |
0,85-1,05 |
Ver estándar |
585-760 |
415 |
20 |
248 |
|
WP911 |
0,09-0,13 |
0.1-0.5 |
0.01 |
0.02 |
0.3-0.6 |
8.5-10.5 |
0.4 |
0.9-1.1 |
Ver estándar |
620-840 |
440 |
20 |
248 |
Notas:
Por cada reducción del 0,01 % por debajo del máximo C especificado, se permitirá un aumento del 0,06 % Mn por encima del máximo especificado, hasta un máximo del 1,35 %.
La suma de Cu, Ni, Cr y Mo no debe exceder el 1,00 %.
La suma de Cr y Mo no debe exceder el 0,32 %.
El máximo equivalente de carbono (CE) será de 0,50, basado en el análisis térmico y la fórmula CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15.
Propiedades mecánicas de ASTM A234
|
Requisitos de tracción |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
|
Resistencia a la tracción, min, ksi[MPa] |
60-85 |
70-95 |
60-85 |
75-100 |
|
Límite elástico, min, ksi[MPa] |
32 |
40 |
30 |
45 |
ASTM A403
La especificación estándar ASTM A403 cubre el estándar para accesorios de acero inoxidable austenítico forjado para aplicaciones de tuberías a presión.
Composición química (%) de ASTM A403
|
Número de acero |
Tipo |
C |
Si |
S |
PAG |
Minnesota |
cr |
Ni |
Mes |
Otro |
transmisión exterior |
os |
δ5 |
|
WP304 |
0.08 |
1 |
0.03 |
0.045 |
2 |
18-20 |
8-11 |
|
|
515 |
205 |
28 |
|
|
WP304H |
0.04-0.1 |
1 |
0.03 |
0.045 |
2 |
18-20 |
8-11 |
|
|
515 |
205 |
28 |
|
|
WP304L |
0.035 |
1 |
0.03 |
0.045 |
2 |
18-20 |
8-13 |
|
|
485 |
170 |
28 |
|
|
WP304LN |
0.03 |
0.75 |
0.03 |
0.045 |
2 |
18-20 |
8-10.5 |
|
N2:0.1-0.16 |
515 |
205 |
28 |
|
|
WP304N |
0.08 |
0.75 |
0.03 |
0.045 |
2 |
18-20 |
8-11 |
|
N2:0.1-0.16 |
550 |
240 |
28 |
|
|
WP309 |
0.15 |
1 |
0.03 |
0.045 |
2 |
22-24 |
12-15 |
|
|
515 |
205 |
28 |
|
|
WP310 |
0.15 |
1.5 |
0.03 |
0.045 |
2 |
24-26 |
19-22 |
|
|
515 |
205 |
28 |
|
|
WP316 |
0.08 |
1 |
0.03 |
0.045 |
2 |
16-18 |
10-14 |
2-3 |
|
515 |
205 |
28 |
|
|
WP316H |
0.04-0.1 |
1 |
0.03 |
0.045 |
2 |
16-18 |
10-14 |
2-3 |
|
515 |
205 |
28 |
|
|
WP316LN |
0.03 |
0.75 |
0.03 |
0.045 |
2 |
16-18 |
11-14 |
2-3 |
N2:0.1-0.16 |
515 |
205 |
28 |
|
|
WP316L |
0.035 |
1 |
0.03 |
0.045 |
2 |
16-18 |
10-16 |
2-3 |
|
485 |
170 |
28 |
|
|
WP316N |
0.08 |
0.75 |
0.03 |
0.045 |
2 |
16-18 |
11-14 |
2-3 |
N2:0.1-0.16 |
550 |
240 |
28 |
|
|
WP317 |
0.08 |
1 |
0.03 |
0.045 |
2 |
18-20 |
11-15 |
3-4 |
|
515 |
205 |
28 |
|
|
WP317L |
0.03 |
1 |
0.03 |
0.045 |
2 |
18-20 |
11-15 |
3-4 |
|
515 |
205 |
28 |
|
|
WP321 |
0.08 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Ti:5C-0.7 |
515 |
205 |
28 |
|
|
WP321H |
0.04-0.1 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Ti:4C-0.7 |
515 |
205 |
28 |
|
|
WP347 |
0.08 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Nb+Ta:10C-1.1 |
515 |
205 |
28 |
|
|
WP347H |
0.04-0.1 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Nb+Ta:8C-1 |
515 |
205 |
28 |
|
|
WP348 |
0.08 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Ta:0.1 |
515 |
205 |
28 |
|
|
WP348H |
0.04-0.1 |
1 |
0.03 |
0.045 |
2 |
17-20 |
9-13 |
|
Ta:0.1 |
515 |
205 |
28 |
|
Notas:
Por cada reducción del 0,01 % por debajo del máximo C especificado, se permitirá un aumento del 0,06 % Mn por encima del máximo especificado, hasta un máximo del 1,35 %.
La suma de Cu, Ni, Cr y Mo no debe exceder el 1,00 %.
La suma de Cr y Mo no debe exceder el 0,32 %.
El máximo equivalente de carbono (CE) será de 0,50, basado en el análisis térmico y la fórmula CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15.
Propiedades mecánicas de ASTM A403
|
Calificación |
SNU |
Resistencia a la tracción, min. |
Límite elástico, min. |
Elongación min % en 4D |
|||
|
ksi |
MPa |
ksi |
MPa |
% largo |
Trans% |
||
|
TODO |
TODO |
75 |
515 |
30 |
205 |
28 |
20 |
|
304L |
S30403 |
70 |
485 |
25 |
170 |
28 |
20 |
|
316L |
S31603 |
70 |
485 |
25 |
170 |
28 |
20 |
|
304N |
S30451 |
80 |
550 |
35 |
240 |
28 |
20 |
|
316N |
S31651 |
80 |
550 |
35 |
240 |
28 |
20 |
|
S31726 |
80 |
550 |
35 |
240 |
28 |
20 |
|
|
XM-19 |
S20910 |
100 |
690 |
55 |
380 |
28 |
20 |
|
S31254 |
94-119 |
650-820 |
44 |
300 |
28 |
20 |
|
|
S34565 |
115 |
795 |
60 |
415 |
28 |
20 |
|
|
S33228 |
73 |
500 |
27 |
185 |
28 |
20 |
|
El material proporcionado según esta especificación deberá cumplir con los requisitos de las especificaciones A960/A960M, incluidos los requisitos complementarios que se indican en la orden de compra. El incumplimiento de los requisitos comunes de la Especificación A960/A960M constituye un incumplimiento de esta especificación. En caso de conflicto entre esta especificación y la especificación A960/A960M, prevalecerá esta especificación.
ASTM A420
Especificación estándar ASTM A420/A420M-07 para accesorios de tubería de acero al carbono forjado y acero aleado para servicio a baja temperatura.
Composición química (%) de ASTM A420
|
Elementos |
WPL6, % |
WPL9, % |
WPL3, % |
WPL8, % |
|
Carbono [C] |
≤0.30 |
≤0.20 |
≤0.20 |
≤0.13 |
|
Manganeso [Mn] |
0,50-1,35 |
0,40-1,06 |
0,31-0,64 |
≤0.90 |
|
Fósforo [P] |
≤0.035 |
≤0.030 |
≤0.05 |
≤0.030 |
|
azufre [S] |
≤0.040 |
≤0.030 |
≤0.05 |
≤0.030 |
|
silicio [Si] |
0,15-0,40 |
… |
0,13-0,37 |
0,13-0,37 |
|
Níquel [Ni] |
≤0.40 |
1,60-2,24 |
3.2-3.8 |
8.4-9.6 |
|
cromo [Cr] |
≤0.30 |
... |
... |
... |
|
Molibdeno [Mo] |
≤0.12 |
... |
... |
... |
|
Cobre [Cu] |
≤0.40 |
0,75-1,25 |
… |
… |
|
Colombo [Cb] |
≤0.02 |
... |
... |
... |
|
Vanadio[V] |
≤0.08 |
... |
... |
... |
Notas:
* Para el grado WPL6, el límite para Columbium se puede aumentar hasta un 0,05 % en el análisis térmico y un 0,06 % en el análisis del producto.
* Los accesorios de WPL3 fabricados con chapa o piezas forjadas pueden tener un 0,90 % de manganeso como máximo.
* Los accesorios de WPL8 hechos de placa pueden tener un 0,98 % de manganeso como máximo.
Propiedades mecánicas de ASTM A420
|
ASTM A420/A420M |
Resistencia a la tracción, mín. |
Límite elástico, mín. |
% de elongación, min |
|||
|
Calificación |
ksi |
MPa |
ksi |
MPa |
Longitudinal |
Transverso |
|
WPL6 |
65-95 |
415-655 |
35 |
240 |
22 |
12 |
|
WPL9 |
63-88 |
435-610 |
46 |
315 |
20 |
… |
|
WPL3 |
65-90 |
450-620 |
35 |
240 |
22 |
14 |
|
WPL8 |
100-125 |
690-865 |
75 |
515 |
dieciséis |
… |
* Todos los valores de elongación se basan en muestras redondas estándar o muestras proporcionales pequeñas, % mínimo en 4 D.
ASTM A234 es una especificación estándar para accesorios de tubería de acero que incluye material de acero aleado y al carbono para servicios de temperatura moderada y alta.
MSS SP-97
La práctica estándar MSS SP-97 cubre las dimensiones esenciales, el acabado, las tolerancias, las pruebas, el marcado, el material y los requisitos mínimos de resistencia para los accesorios de salida de derivación forjados integralmente reforzados a 90 grados de soldadura a tope, soldadura por encastre y tipos roscados.
Requisitos de composición química de MSS SP 75
|
Elementos |
Valor, % |
|
Carbono (C) |
≤0.30 |
|
Manganeso (Mn) |
≤1,60 |
|
Fósforo (P) |
≤0.035 |
|
Azufre (S) |
≤0.035 |
|
Cobre (Cu) |
≤0.50 |
|
Níquel (Ni) |
≤0.50 |
|
Silicio (Si) |
≤0.50 |
|
Cromo (Cr) |
≤0.25 |
|
Molibdeno (Mo) |
≤0.13 |
|
Vanadio (V) |
≤0.13 |
|
Colombo (Cb) |
≤0.10 |
|
Titanio (Ti) |
≤0.05 |
* La suma de Cu, Ni, Cr y Mo no debe exceder el 1%.
* El equivalente de carbono CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 no debe superar el 0,45 %.
Provincia de Hunan
+86-731-85648266
Provincia de Liaoning
+86-731-85648266
Provincia de Hebei
+86-731-85648299
Provincia de Jiangsu
+86-731-85648299
Tianjin
+86-731-85648255
Singapur
United steel, como el fabricante y exportador de tubos de acero más importante de china, ha completado más de 100 proyectos en los últimos 20 años, tiene socios en más de 100 países y ha establecido relaciones comerciales con compañías de petróleo y gas y compañías EPC en muchos países.
Más información sobre el precio del producto, el catálogo y el certificado de inspección del molino,
Consulta: correo electrónico: Email:Sales@usisteels.com


















