

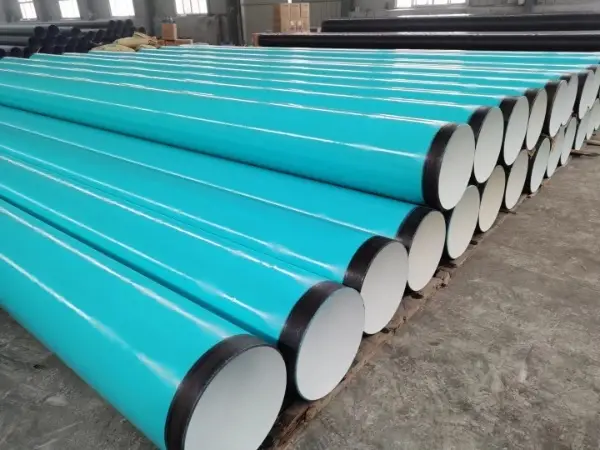



| Product: | 2/3PE Coating Pipe, 2/3PE Anticorrosive Pipe |
| Application: | Used for Coal mine,heat and power plant,oil and gas transmission |
| Standard: | DIN30670,CAN/CSA-Z245.21, NFA 49-710, ISO DIS21809-1 |
| Size: | DN50-DN2200 |
| Coating Layer: | Layer 1 Epoxy Powder ≥80um |
| Layer 2 Adhesive :170-250um | |
| Layer 3 Polyethylene : 1.8-3.7mm | |
| Packing: | in bundles, in loose, Nylon Strip for each bundle for piece pipe |
Product:
3PE Coating Pipe, 3PE Anticorrosive Pipe
Application:
Used for Coal mine,heat and power plant,oil and gas transmission
Standard:
DIN30670,CAN/CSA-Z245.21, NFA 49-710, ISO DIS21809-1
Size:
DN50-DN2200
Coating Layer:
Layer 1 Epoxy Powder ≥80um
Layer 2 Adhesive :170-250um
Layer 3 Polyethylene : 1.8-3.7mm
Packing:
in bundles, in loose, Nylon Strip for each bundle for piece pipe
 2 / 3 PE Coated Pipe Specification:
2 / 3 PE Coated Pipe Specification:
Pipe Type: PE Coated Pipe, 2PE Coated Pipe, 3PE Coated Pipe
Size Range:
OD: 219mm~2020mm
WT: 5mm~25mm
LENGTH: 4mtr, 6mtr, 12mtr, 18mtr, 21mtr
Coating Standard: DIN 30670, DIN 30671, DIN3 067, SY / T0413 - 2002, etc
Pipe Type: Submerged Arc Welded (LSAW, SSAW), Electric Resistance Welded
Ends: Plain, Beveled, Thread with Couplings Or Sockets; Plastic Caps And Steel Rings Can Be Provided if possible
Surface: Two / Three Layer Polyethylene Coating (2mm~4.5mm)
Minimum total layer thickness range
|
M kg/m |
Layer thickness in mm |
||||||||
|
Class A1 |
Class A2 |
Class A3 |
Class B1 |
Class B2 |
Class B3 |
Class C1 |
Class C2 |
Class C3 |
|
|
M≤15 |
1,8 |
2,1 |
2,6 |
1,3 |
1,8 |
2,3 |
1,3 |
1,7 |
2,1 |
|
15 < M≤50 |
2,0 |
2,4 |
3,0 |
1,5 |
2,1 |
2,7 |
1,5 |
1,9 |
2,4 |
|
50 < M≤130 |
2,4 |
2,8 |
3,5 |
1,8 |
2,5 |
3,1 |
1,8 |
2,3 |
2,8 |
|
130 < M≤300 |
2,6 |
3,2 |
3,9 |
2,2 |
2,8 |
3,5 |
2,2 |
2,5 |
3,2 |
|
300 < M |
3,2 |
3,8 |
4,7 |
2,5 |
3,3 |
4,2 |
2,5 |
3,0 |
3,8 |
|
Please note: The total required thickness may be reduced for SAW pipes by a maximum of 10% on joint seam. |
|||||||||
Minimum thickness of finished coating
|
Pipe Sizes (Specified OD) |
Minimum Coating Thickness Chart (mm) |
|
≤10 3 /4”(273.1 mm) |
2.5 |
|
> 12 3 /4”( 323.9 mm) to≤18”(457 mm) |
2.8 |
|
> 20" (508.0 mm) to≤30" (762 mm) |
3.0 |
|
> 32" (813.0 mm) |
3.3 |
 3PE anti-corrosion consists of three layers of structure:
3PE anti-corrosion consists of three layers of structure:
- The first layer of epoxy powder is greater than 100Um
- The second layer of adhesive (AD) 170-250um.
- The third layer of polyethylene (PE) 1.8-3.7mm.
2PE anti-corrosion(two-layer polyethylene structure:
- The first layer of adhesive (AD) 170-250um.
- The second layer of polyethylene (PE) 1.8-3.7mm
3LPE Coated Pipes Standards:
DIN 30670
CSA Z245.21
AS 4321
IS 3581
2PE Coated Steel Pipe Standards:
DIN 30670
DIN 30671
DIN 30678
SY / T0413 - 2002
SY / T0315 - 97
CAN / CSA - Z245.21 - M92
Properties of 3LPE Coated Pipes:
1. Excellent Resistance to cathodic disbondment
2. Excellent chemical and corrosion resistance preventing steel pipes from any damage.
3. The 3LPE coated pipes have high performance characteristics and an extended life cycle
4. The external layer of polyethylene prevents any physical damages to either the pipes or the fusion bonded epoxy during handling
Properties of 2PE Polyethylene Coating Pipe
1. High electric strength
2. Acid resistance
3. Alkali resistance
4. Salt-tolerance
5. Electric insulation
6. Cold resistance
7. Impact resistance

Test on PE Coated Pipes
a. Visual Inspection
The resultant coating shall have uniform gloss and appearance and be free from air bubbles, wrinkles, irregularities, discontinuities, separation between layers of PE/Adhesive, etc.
In addition inside surface of the pipe shall also be visually inspected before coating for presence of any foreign material or shots and grit (free or embedded/sticking to pipe inside surface) using fled light from one end.
b. Coating Thickness
The coating thickness shall be measured by using a non-destructive gauge and at least 12 measurements (three locations per pipe equally spaced along the length of the pipe. At each location, the thickness shall be measured at four positions, equally spaced around the circumference of the pipe) shall be taken over the pipe length of each pipe.
Any joint of pipe with a measured coating thickness less than 2.9 mm at any location shall be rejected and re-processed.
The thickness of Epoxy and Adhesive layers shall be checked at the beginning of each shift.
Minimum thickness of Epoxy layer shall be 150 microns.
Minimum thickness of Adhesive layer shall be 150 microns.
Minimum thickness of all three layers shall be 2.9 mm
The thickness gauge shall be calibrated at least once per shift. Calibration shall be carried out on a steel plate of a similar thickness to the pipe wall by means of plastic shims of the same thickness as the nominal coating system
c. Holiday Detection
After completing the thickness check and brushing of cut back ends, each coated pipe length shall be checked over 100% of coated surface by means of a holiday detector. The pipe shall be conveyed to the outlet conveyor where the pipe shall move through a holiday ring connected to a high voltage unit. The holiday detector shall be a low pulse D.C. full circle electrode detector with audible alarm and precise voltage control and the voltage for inspection shall be 25 KV. If any defect is found, the operator shall mark the defect area for repair. The holiday detector shall be calibrated at least once every four hours of production. Detection speed shall be found in conjunction with the voltage. Maximum speed will not exceed 300 mm/second.
d. Peel Resistance Test
The Peel strength is the force required to peel a strip of coating from the pipe under specified conditions. Two samples (One at each cut back portion of the pipe) shall be tested at a temperature of (50 ± 2)ºC and (80 ± 2)ºC. The mean force applied shall be at least 25 N/cm of test piece width at (50 ± 2)ºC and at least 20 N/cm of test piece width at (80 ± 2)ºC. Peel Tests shall be carried out by a dynamometer as per the client specification. The strip width shall be between (20 to 50 mm). The frequency of test shall be one in 100 Pipes.
e. Impact Strength
The impact strength is defined as the impact energy, coatings can withstand under specified conditions. Under this test, the coated pipe shall be subjected to withstand 10 impacts located equidistant along the length of coated pipe, without any electrical breakdown when tested at 25 KV. For this test, 25 mm diameter of sphere shall be dropped on the pipe from one-meter height. The falling weight shall be 11Joules per 2.9 mm of coating thickness at 23 ± 2ºC. This falling weight shall be guided by using a Pipe to minimize friction and so that the direction of fall is normal to the pipe surface. The pipe shall be subjected to impact 10 times and the distance between two points of impact shall be at least 30 mm. immediately after testing, the test area shall be checked for holiday at 25 KV. No electrical break down should occur and the pipe shall be rejected if any holiday is noted on the test area.
The frequency of test shall one in 100 pipes.
f. Indentation Test
The indentation hardness is a measure of the resistance of the coating to penetration of a test pipe under specified conditions. Under this test, the resistance of the polyethylene to penetration of an indenter under 2.5 Kg. load shall be determined at 23 ± 2ºC and 80 ± 2ºC. Acceptance criteria shall be as per table 3-4 of client specification. Two samples shall be taken for each temperature, from the cut back portion of pipe. The adhesive shall be removed from the test samples and shall be abraded the reverse side of the samples to obtain 2.0 mm thickness. After conditioning the samples in a water bath (indentation tank) for one hour at the test temperature, the indenter (without additional weight) shall be carefully lowered on the test sample, and the zero value set at the penetro meter and the additional weight shall be attached to the indenter immediately. After 24 hours, the depth of penetration shall read from the penetro meter. The indentation depth shall not exceed 0.2 mm at 23 ± 2ºC and 0.3 mm at 80 ± 2ºC.
The frequency of test shall be one pipe per 100 pipes.
g. Thermal Analysis
Thermal Analysis Test Shall be carried out on one pipe per shift as per client specification.
h. Cathodic Disbondment Test
Cathodic Disbondment Test shall be carried out on one pipe per 200 Pipes or Minimum one pipe per unit of production initially. Test carried out for 48 hrs. @80° C duration as per client specification.
Damages occurring to the pipe coating during above tests shall be repaired in accordance with approved coating repair procedure.






Polyethylene Coated Pipe Tolerances
Wall Thickness:±0.05MM
Length:±6mm
Outer Diameter:±0.3MM
HuNan Province
+86-731-85648266
LiaoNing Province
+86-731-85648266
HeBei Province
+86-731-85648299
jiangsu Province
+86-731-85648299
TianJin City
Singapore
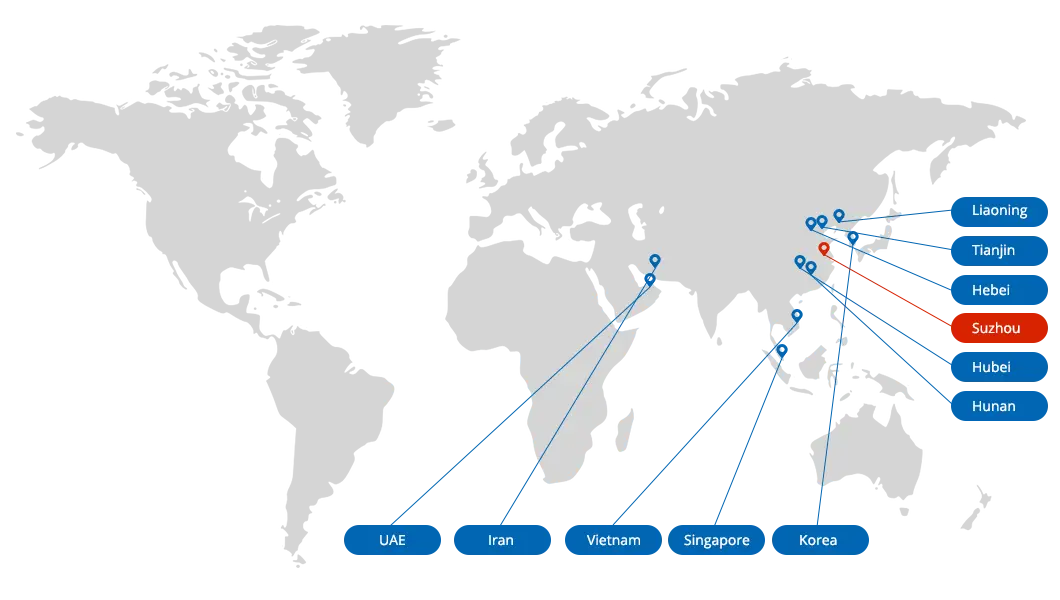
United Steel Industry As the most important steel pipe manufacturer and exporter in China, in the past 20 years, we have completed more than 100 projects, with partners in more than 100 countries, and established relationships with oil and gas and EPC companies in many countries business relationship.
For more information about the product price, catalog and rolling mill inspection certificate,
please consult:Email:Sales@usisteels.com















